3Dプリンタ

3Dプリンタをご存知でしょうか?
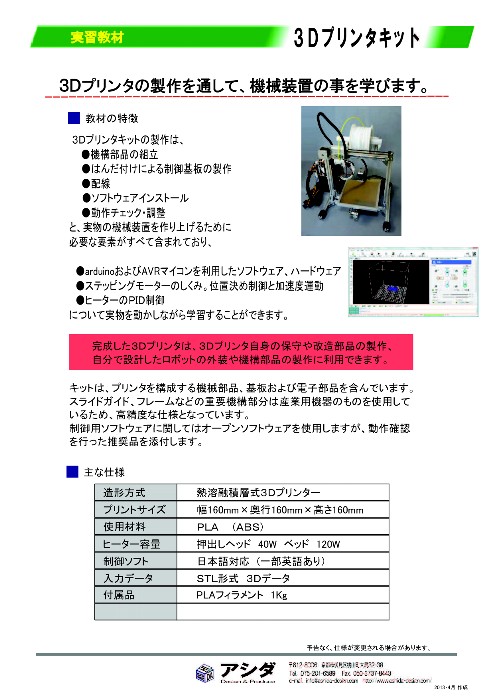
文書やグラフィックスなどの2次元モデルをプリンタで紙や布などの平面に出力することに対して、3次元モデルを立体として出力することから、3D プリンタと呼ばれています。具体的にはモデルを層状に分割して、1層ごとに樹脂を積層してモデルの形を作り上げます。
2012年12月より、アシダでも3Dプリンタの開発をスタートさせました。
数年前、グリロボの開発を行っていた時から、海外のサイトで3Dプリンタの記事を目にしていましたが、3次元モデルを層状に分割するソフトウェア
の開発
と、材料の樹脂の調達先がネックになり、なかなか実行できませんでした。最近海外のウェブサイトでパーツの販売や、オープンソースのソフトウェアの存在が
わかり、手持ちのステッピングモーター駆動ユニットと組み合わせると比較的容易にシステムが構築できる事がわかり、開発をスタートさせました。
開発の経過を紹介します。
パーツ、ソフトウェアが揃ってもすぐに使えるとは限りません。寄せ集めでは使い易さや安定性、安全性など全ての要求を満たすのは難し いことです。 まず試作機を作ってから、細かいところを煮詰めていきたいと思います。
教材を始め、多くの機械を作ってきた者としては、一部の人だけが使いこなせるものでなく、誰でも使いやすいものにしていきたいと思います。
また、オープンソースを利用する部分も含まれているため、経過を逐次紹介することにしました。
現在の状況 (2013/01/07)
試作機は、エクストルーダー(樹脂押出し機)、ヒーターベッド、制御ボードは一旦、海外で販売されているものでテストします。



弊社の駆動ユニットを組み合わせてメカを構成しています。


現在の状況 (2013/02/05)
その後、約1か月経過しました。
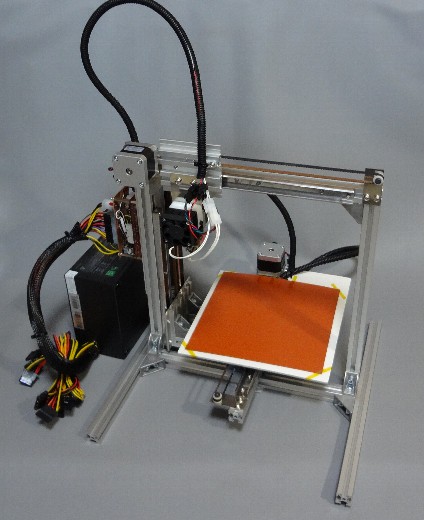
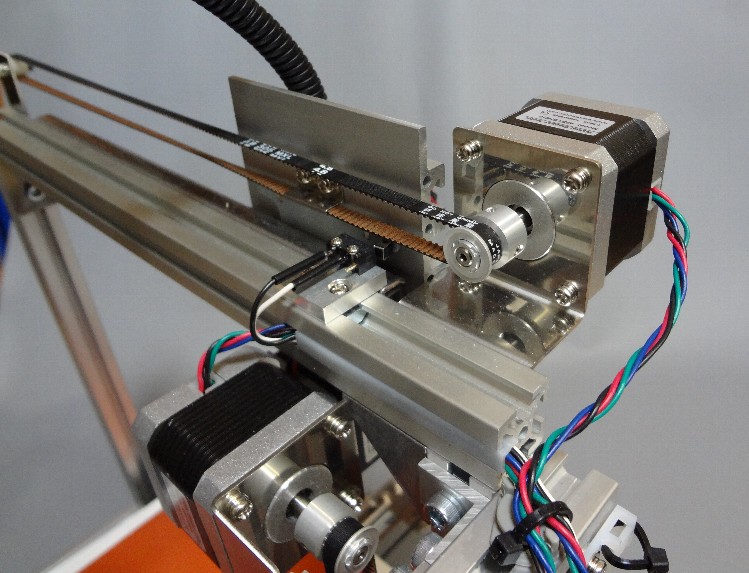
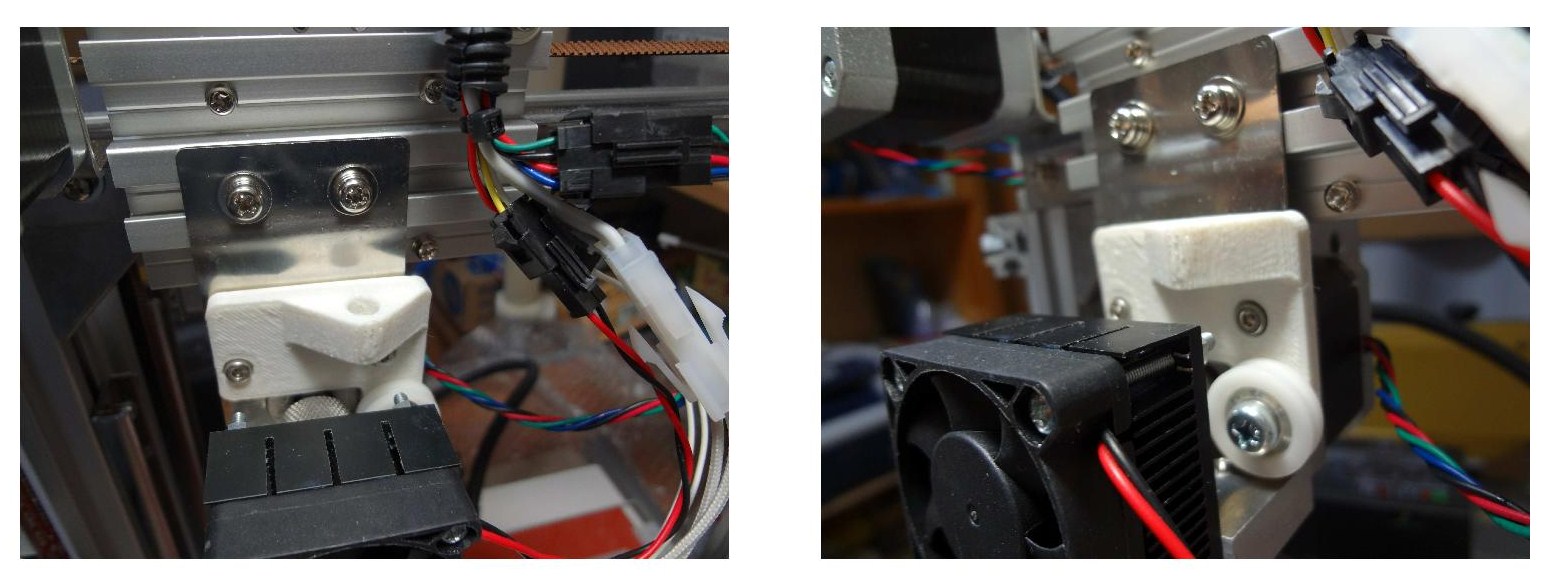
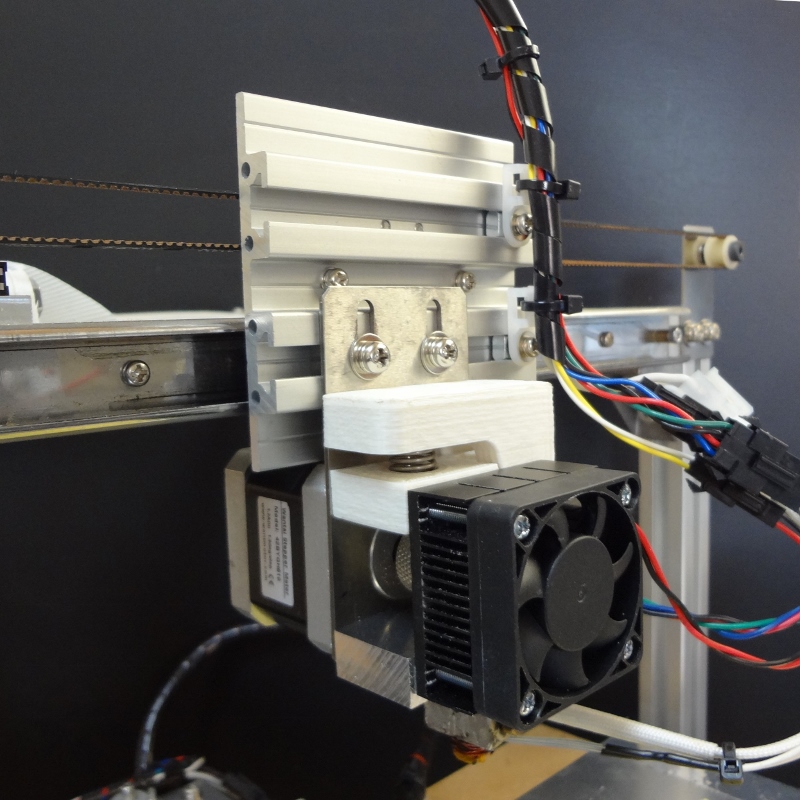
配線が完了して、各部の機械動作も確認できたところです。
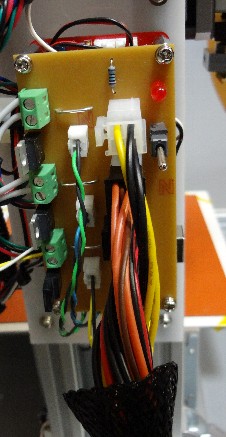
電源とスイッチ、駆動用MOSFETは別のボードとして分離させました。
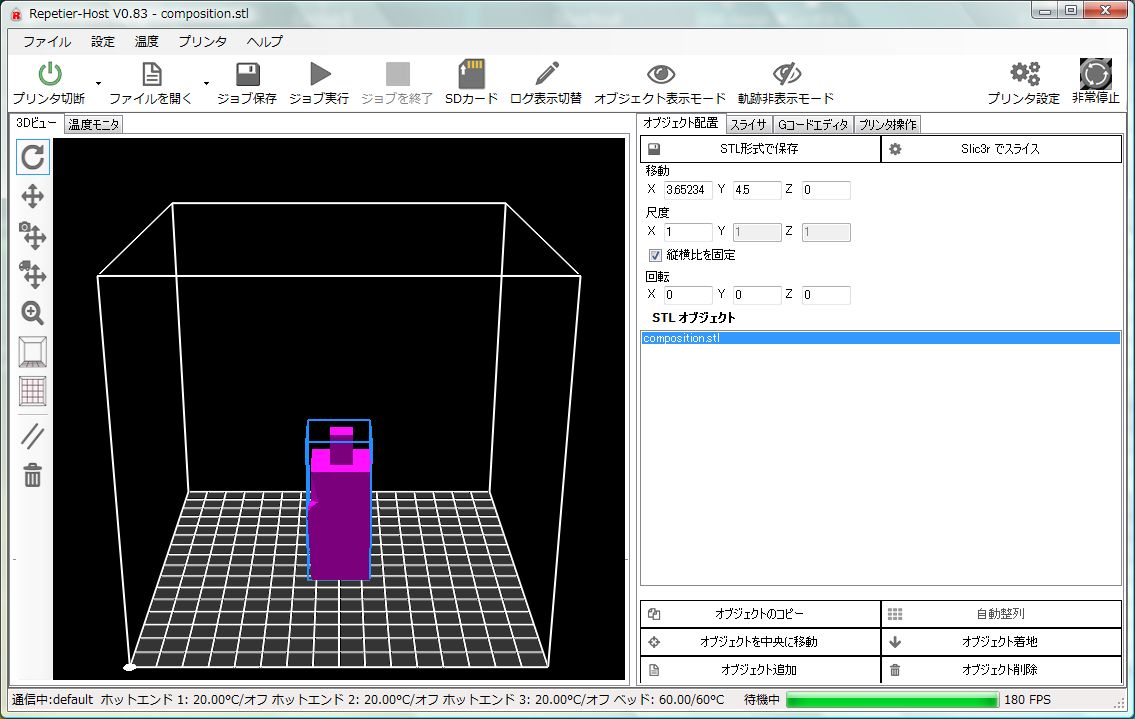
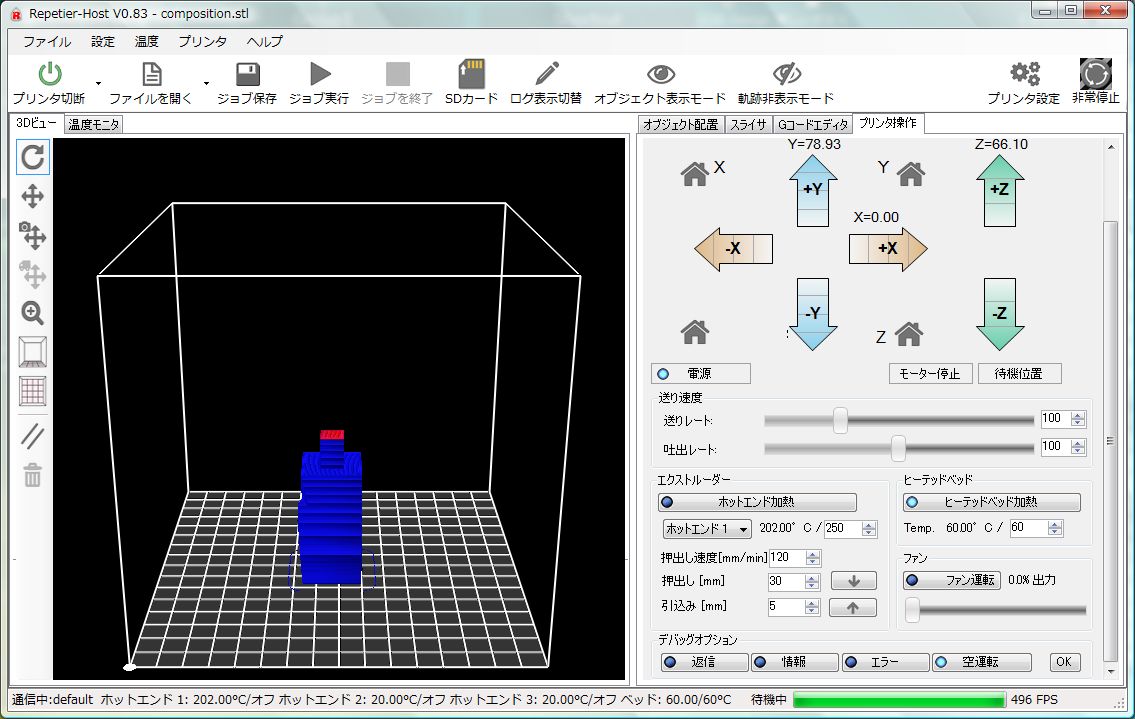
ホスト(パソコン側ソフト)は何種類か試しましたが、完成度の高さでReptier-Hostで進めることにしました。海外のオープンソフトウェア なので日本語化しました。翻訳データは制作者にお送りしましたので、次バージョンから反映されると思います。
<現在の仕様>
| プリンタ |
アシダ試作品 |
| 最大ストローク | X160,Y160,Z150 |
| 電源 | ATX電源 450W |
| ヘッド |
QU-BD製 φ1.75フィラメント対応 12V40Wヒーター クーリングファン |
| ベッド | ヒーター内蔵 200mm×200mm |
| プリンタ 制御ボード |
sanguinololu(with ATmega
1284P bootloader 0023R4) + パワー基板(試作品) |
| プリンタ ファームウェア |
sprinter 1.3.22 |
| ホストソフト |
Reptier-Host(日
本語化) |
<今後の改良予定>
● プリンタ側ボード
コネクタ、基板パターンが電流の割に華奢に感じます。また、電源SWや非常停止SWも標準ではありません。
安全面を考え、改善していきます。
● ヘッドのフィラメント送り機構
フィラメント送り機構にグリップ力を調整する機構が無く、スリップが発生することがあります。改良版の設計に取り掛かりました。
● ファームウェア
ファームウェアのブートローダー設定におかしな部分があり、リセットのタイミングが合わずアップロードがうまくいかなかったり、リミットSWが効かないな
どの問題がありました。
弊社が考えているような、学校教材としても使える3Dプリンタにするには、誰でも簡単にプリントできるマシンに仕上げることが重要です。引き続きプリント
条件、メンテナンスなどについても検証していく予定です。
sanguinololu、sprinterファームウェアの設定でお困りの方がおられましたら、情報を提供しますので、芦田までお問い合わせください。
エクストルーダー試作 (2013/02/27)
前回、改良に取り掛かったフィラメント送り機構(エクストルーダー)の試作を行いました。
押えローラー側もギヤにして駆動力を掛けることで、スリップを抑えるようにしています。
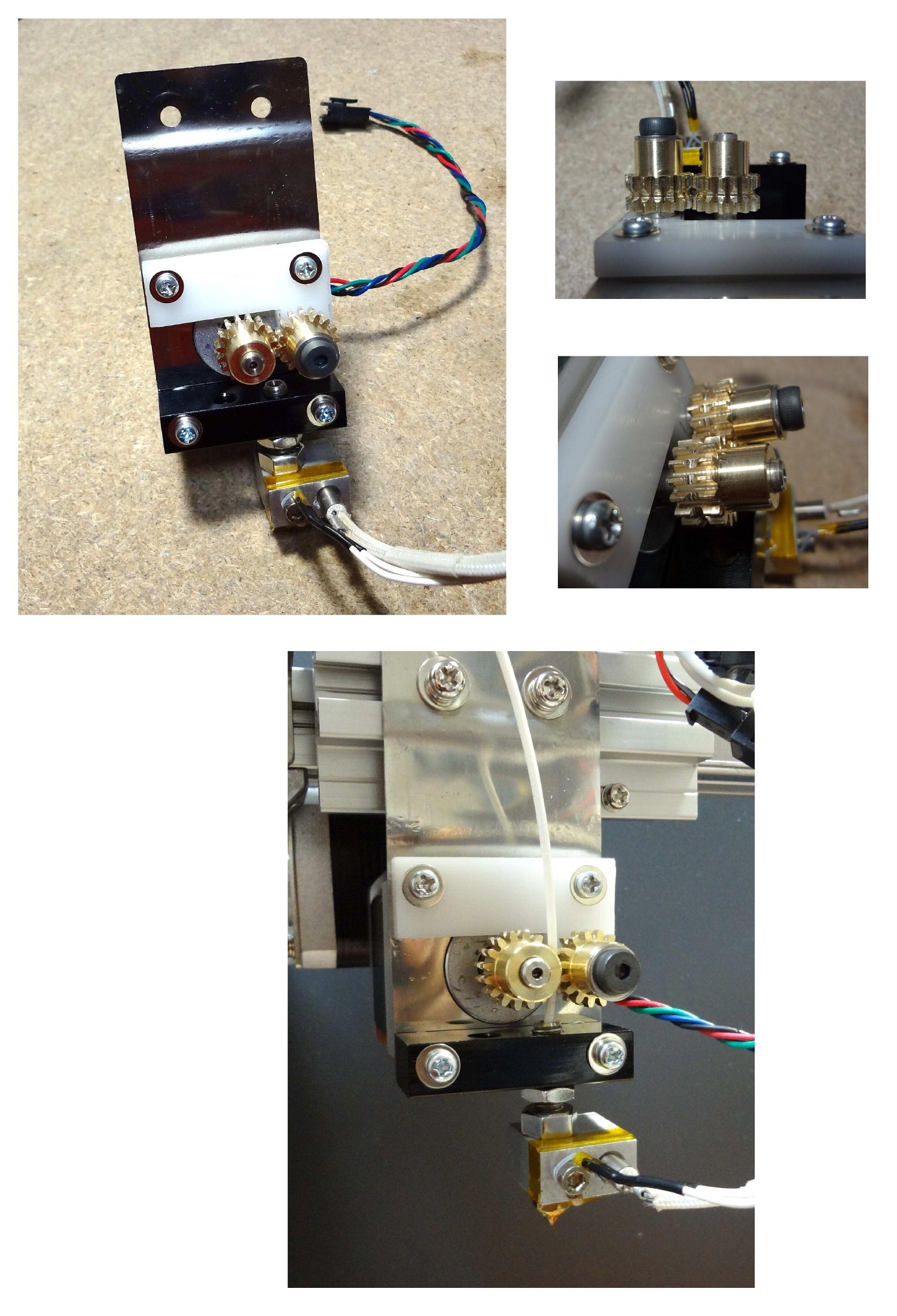
開発経過 3月中旬 (2013/05/14更新)
前回ご紹介した二つのローラーで送る方式も試しましたが、フィラメントとローラー間の摩擦力不足で送りミスをする場合がありました。 ギヤを流用した場合、フィラメントに接する部分が比較的段差の少ない、食い込みにくい形状になるため摩擦力不足になる傾向があります。そこでローラー表面の摩擦力重視で綾目ローレットを施したローラーを製作しました。ローレットというのは滑り止めの目的でつまみの表面などに行われる加工 です。 これも筋目、綾目と種類があって綾目の方が摩擦を発生させる部分がダイヤ状の突起になるため面圧も向上します。
このローラーを組み込んだエクストルーダーにより安定したプリントが可能になりました。
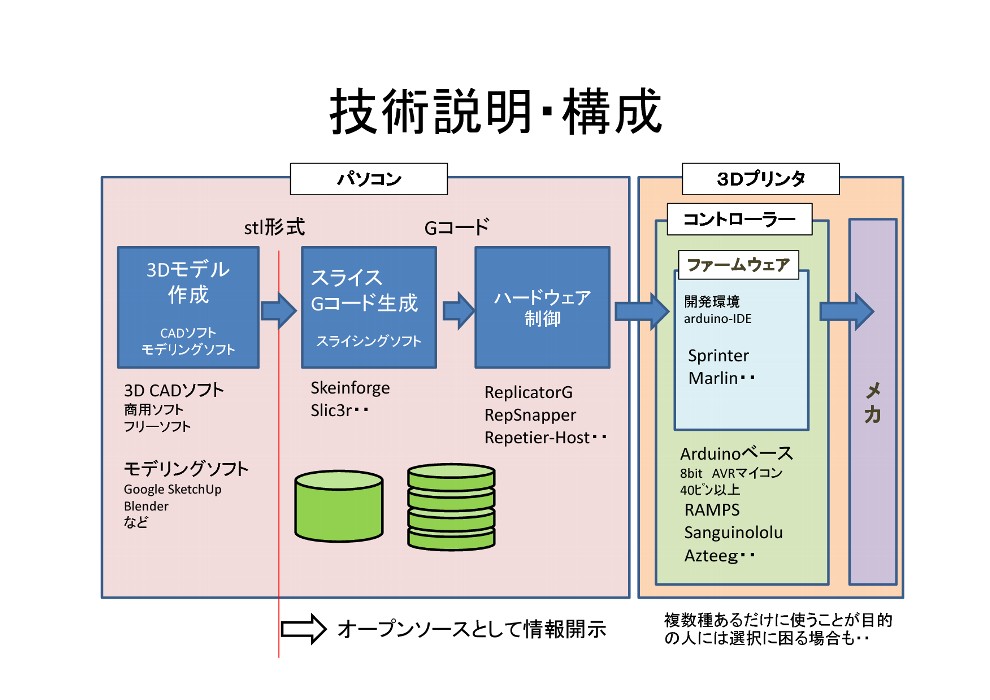
4月23日プレゼンテーション (2013/05/14更新)
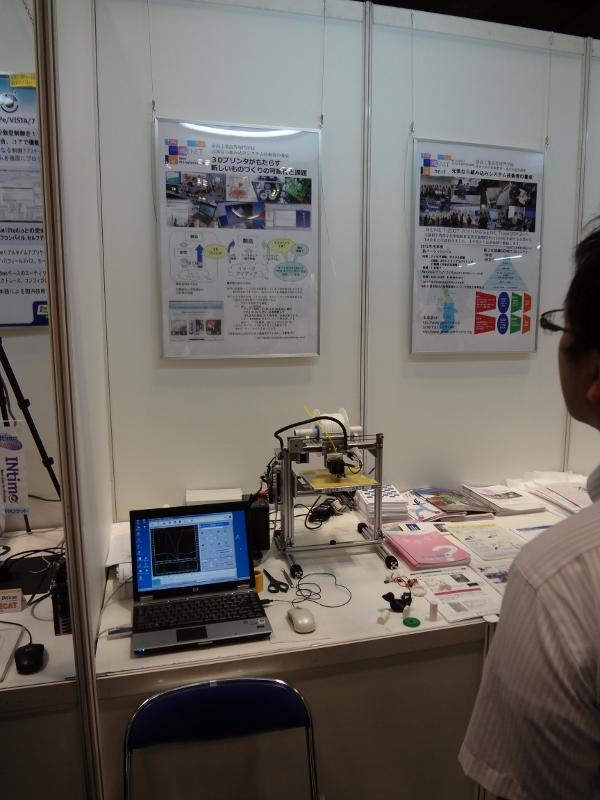
大阪/電気の街・日本橋で毎月開かれている例会「ロボット連絡会」にて3Dプリンタ開発のプレゼンテーションを行いました。
ロボット連絡会は、技術者、経営者、商社、執筆や教育関係者を中心に、ものづくりに関係する方々の交流の場です。今回は切り口を変えて
他ではあまり話されていない話題として、3Dプリンタ普及がオープンソースと関連していることを中心に、ハードウェア、ソフトウェアの解説を行いました。
その時の資料と技術教育向けの案内を下記に載せておきます。
動画紹介 (2013/05/16)
stlファイルの読み込みから、スライス、プリントする様子を紹介しています。
ET-WEST(組込み総合技術展) (2013/06/14)
6月14日インテックス大阪で行われたET-WEST(組込み総合技術展)で奈良高専のブースに展示していただきました。3D-CAD、3Dモデリ ングなどの設計データ(デジタル)と実際のものとの間をつなぐツールとして3Dプリンタを利用した研究を考えられています。教育用ツールとしての可能性に ついても情報が いただけないかと期待しています。
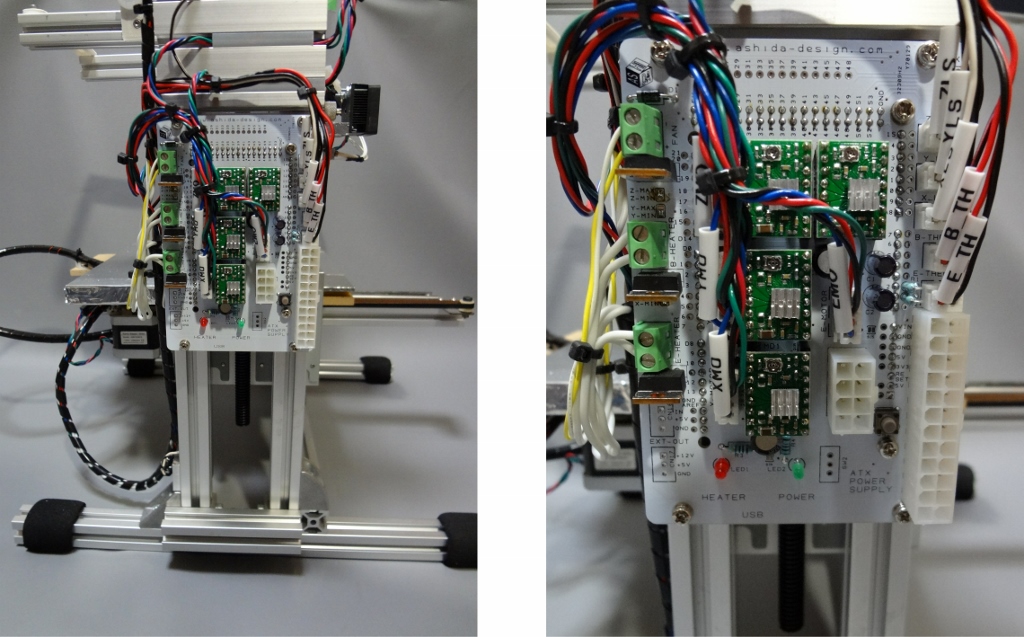
オリジナルボード(3Dプリンタシールド) (2013/08/09)
3Dプリンタ用に市販されているボード類は非常にコンパクトに作られています。そのためコネクタに方向判別やロック機能が無いものが使われていたり しま す。また市販ATX電源を流用する場合が多いのですが、ATX電源コネクタとの接続に改造が必要であったりします。また12V駆動であるため、ヒーターに は10A以上の電流が流れるので、それに対応した回路も必要です。以上のことより、オリジナルのボードを作成しました。
今まではsanguinololu、sprinterファームウェアの組み合わせでしたが、ハンダ付けやインストールの手間を減らすためRAMPS 準拠の回路で arduinoMEGAシールドとなるものを作成しました。合わせてファームウェアもRepetier-Firmwareに変更しました。
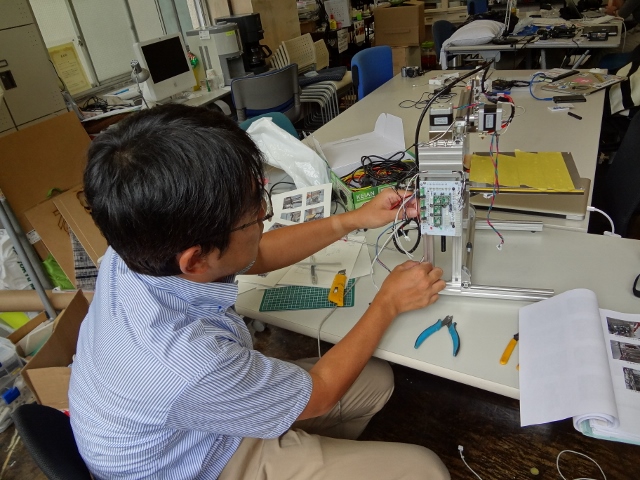
FAB9 (2013/08/25)
Fablab(ファブラボ)はデジタルデータを活用した市民レベルのものづくり工房で、Learn(まなぶ)Make(つくる)Share(わけあ たえる)をキーワードに新しいものづくりの方法を研究しています。 fablabは全世界的な広がりを見せているのですが、年に一度の世界会議第9回目(FAB9)が今年横浜で開催されました。 fablabでは3Dプリンターが工房の標準的な機材として位置づけられているため、今回参加して情報収集してきました。
右端ではアシダ製3Dプリンタ組立途中です。
Fablab JAPAN ホームページ http://fablabjapan.org/


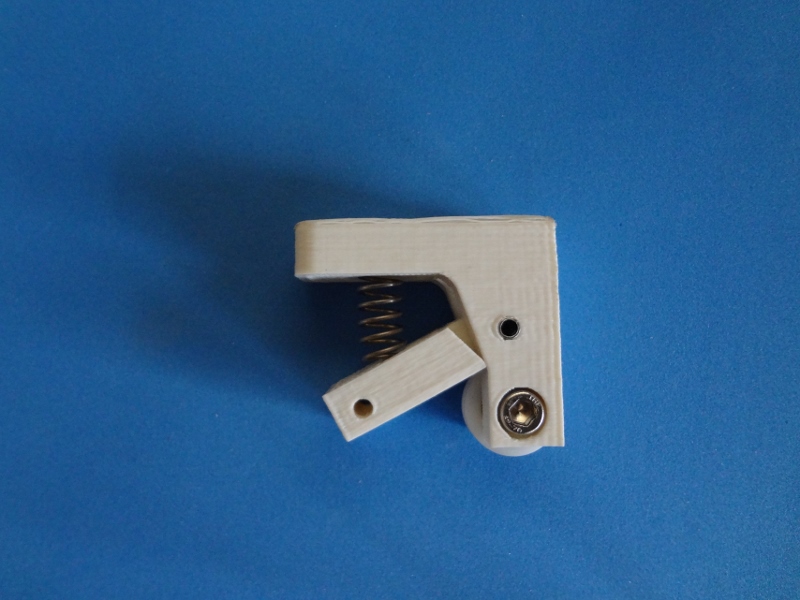
エクストルーダー改造 (2013/08/28)
オリジナルエクストルーダーですが、樹脂素材のたわみを利用した押さえ部分は時間が経つことによる変化や フィラメントの違いにより、うまく押し出せない場合があるのがわかりました。そこでローラーの組み合わせは同じで押し付けにバネ力を使うタイプに改良 しました。左が組込み前の押さえローラー、右が組込み後です。
3Dプリンタ用フィラメント開発 (2013/09/01)
このページを見てコンタクトされてきた樹脂メーカーさんのフィラメント開発に協力することになりました。
3Dプリンタはこの半年あまりで一気に普及しましたが、造形材料のフィラメントはプリンタメーカー純正か中国製のものを
輸入業者から買うのが一般のようです。
ひとくちにABSフィラメントと言っても成分の違いで粘りのあるもの、硬いもの、光沢のあるものないものなど微妙な違いがあります。
またフィラメントは高温で溶かすため、プリント時にいくらかのガスが発生します。性質がわからないフィラメントを使うのはどのようなものでしょう
か。
導電性フィラメント (2013/10/08)
前に書いた開発対象フィラメントではありませんが、少し変わったフィラメントの紹介です。
このフィラメントは樹脂の中に導電性のフィラーが練りこんであります。
エクストルーダーで正常にプリントできるのかテストのために入手しました。
プリント中はノズルの先端にもろもろしたものが付きやすくなりますが、特にノズル詰まりなどを起こすことなくプリントできました。
樹脂の抵抗値はΦ1.75フィラメント5cmぐらいのもので200kΩ程度ありますので電流を流す目的より
電圧を掛けて信号伝達する用途のほうがよさそうです。
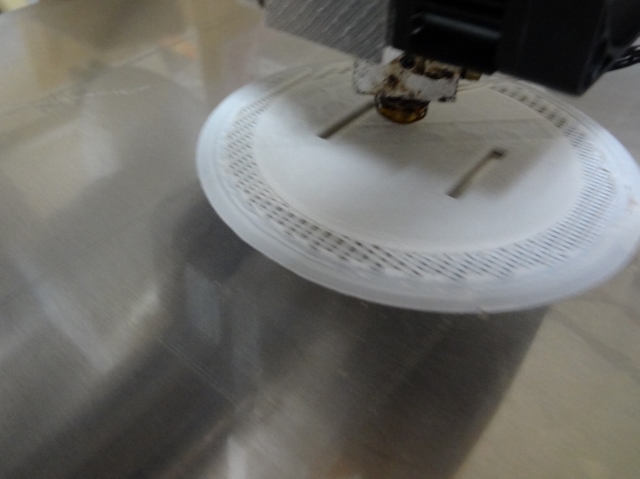
プリントに特に問題がなかったので、教材目的で以前から捜していた土の水分計や水位計の電極を試そうと、写真のような電極をプリントしてみました。



機械部品の製作 (2013/10/13)
3Dプリンタ部品の実用性検証です。
関東で3Dプリンタ開発をされているエンジニアの方から、「海外から輸入したプリンタの歯付プーリーが破損した。
翌週にプリンタの実演が控えているので困っている」という連絡がありました。
そこで部品メーカーのサイトより設計用の3Dデータをダウンロードして3Dプリントしたものをお送りしました。実演の間だけ持てばよいという気持ちだった
のですが、思いのほか好調に使えているということです。
樹脂の収縮など条件をコントロールできればある程度のものが作れる自信と、プリンタとデータがあれば物流の不便なところでも、その場で
ものを手に入れることができるという3Dプリンタの可能性を感じました。



ホットベッドのテープ (2013/11/07)
ホットベッド用のテープは今までマスキングテープを愛用してきました。
機能的には十分で、完成品を取り外すときもテープごとはずせば良かったのですが、毎回ステージに貼るのも面倒ですし、見た目もあまり良くありませんでし
た。
色々リサーチしたのですが、梱包用の透明テープの具合が良いことが判明しました。
ベッドが60℃ぐらいのときに貼るとなじみも良く、材質はポリプロピレンなので耐熱130℃~160℃で十分です。
下の写真がそのテープを貼ったものですが、アルミの素地に比べてつやがあるのがわかるでしょうか。
よく使われている黄色いカプトンテープ(材質ポリイミド)は、本来半導体などの電子、化学業界で使われるもので、耐熱性も高く高機能ですがコストも高いの
です。
幅50mmより広いのがあればもっとうれしいのですが、当面はこのテープで試していきたいと思います

ホットベッドの昇温待ち短縮 Firmware改良 (2013/11/07)
ホットベッドは熱容量も大きく、昇温に時間が掛かります。
近くにいる時は一度温度を上げたらプリントのたびにヒーターをオフにはしていないのですが、なんらかの拍子にオフにしてしまった場合、待ち時間が惜しいで
す。
ベッドの温度は開始時に所定の温度無ければ駄目というものでもなく、始めの方の層をプリントしている間に上がれば十分です。
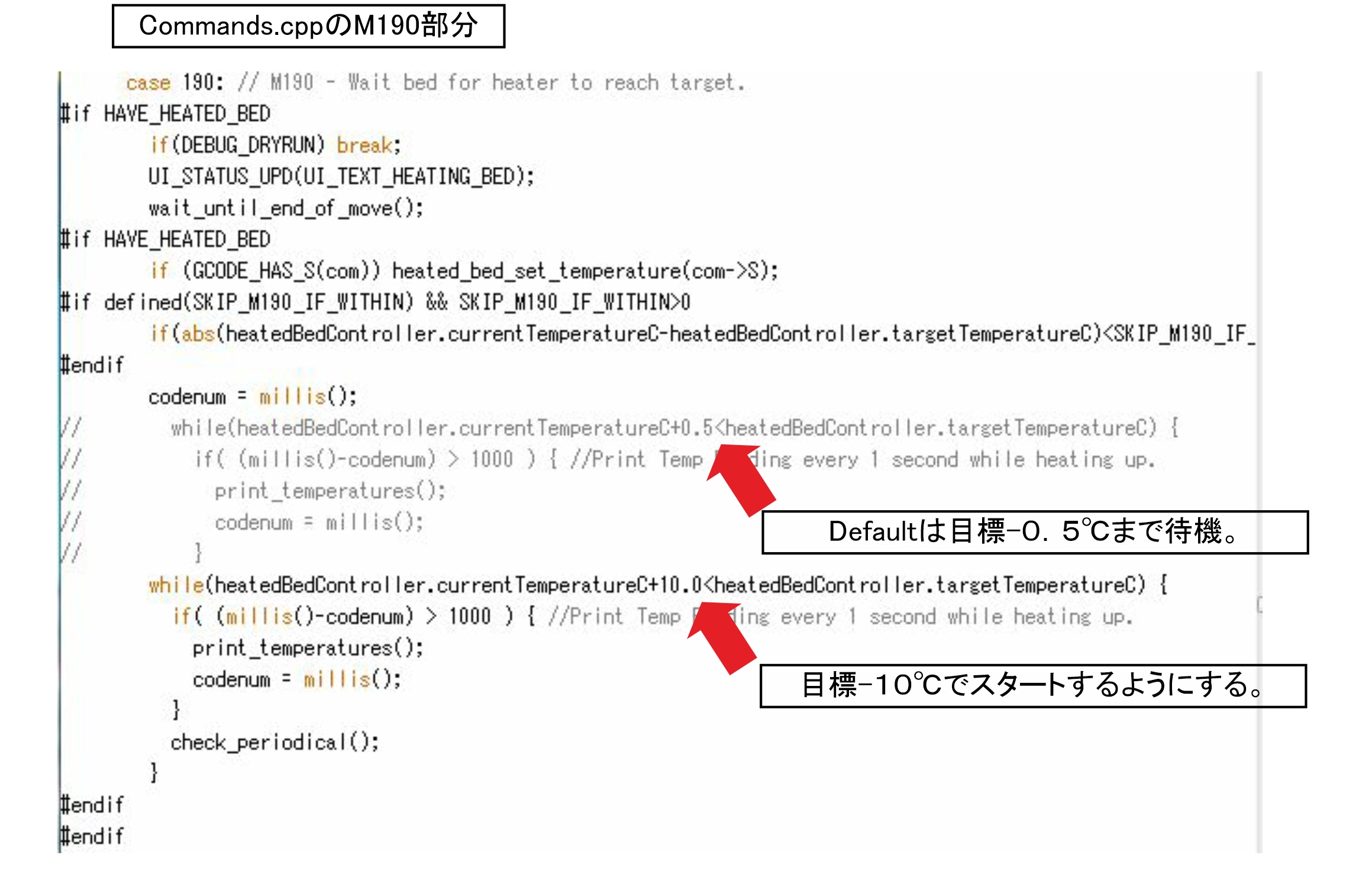
そこでRepetier-firmwareの設定を変えました。
arduino-IDEでcommands.cppを開き、下図の部分の値を0.5から10に変えました。これで目標-10℃からプリントが始まり、プリ
ント中に所定温度まで上がるようになります。
firmwareを触る際は、忘れずにバックアップをとってから行ってください。
内容が公開され、自分好みに使い勝手を改造できるのがオープンソースの良いところです。このような情報があればまたご紹介していきます。
お客様の改造例・フードプリンタ (2015/04/16)
3Dプリンタもすっかり認知され、色々な機種が発売されるようになりました。
プリンタに関する技術がオープンソースとして公開されているので、誰でも比較的簡単に3Dプリンタを作ることができるのですが、ここで当社のプリン タ をベースに改造された例をご紹介します。
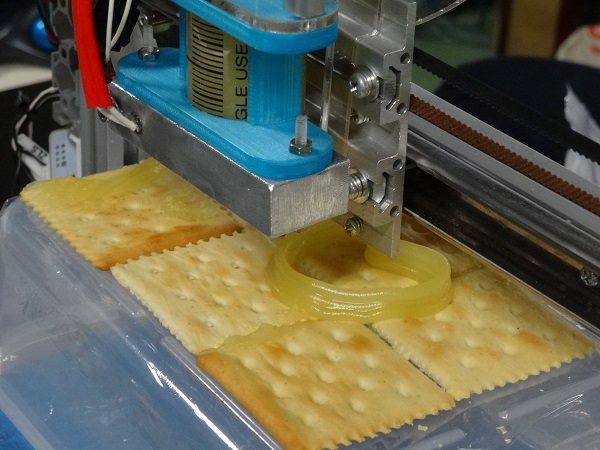
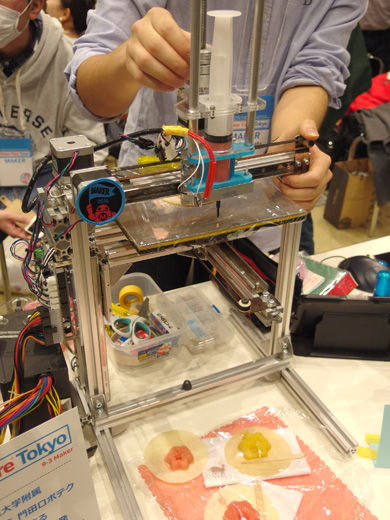
すでに目にされた方も多いかと思いますが、昨秋のMaker Faire Tokyo 2014で当社のプリンタを高校生諸君が改造してフードプリンタにしてくれました。
3Dプリンタに使用されている機構、モータ制御技術などは実際の機械にも通じるもので、3Dプリンタを通した機械技術教育という提案をしてきたもの としては非常にうれしい話で、マニュアル等を公開してきた甲斐がありました。
下記の記事が開発の経緯や苦労話が記されていて一番興味深いものでした。